Materijali kao što su papir, folija, tkanina, itd. proizvode se u dugačkim, neprekidnim trakama koje se namotavaju u vidu rolni, radi lakše obrade i transporta. Ove rolne mogu biti raznih veličina i težina, od 50 mm do 5000 mm i do nekoliko tona.
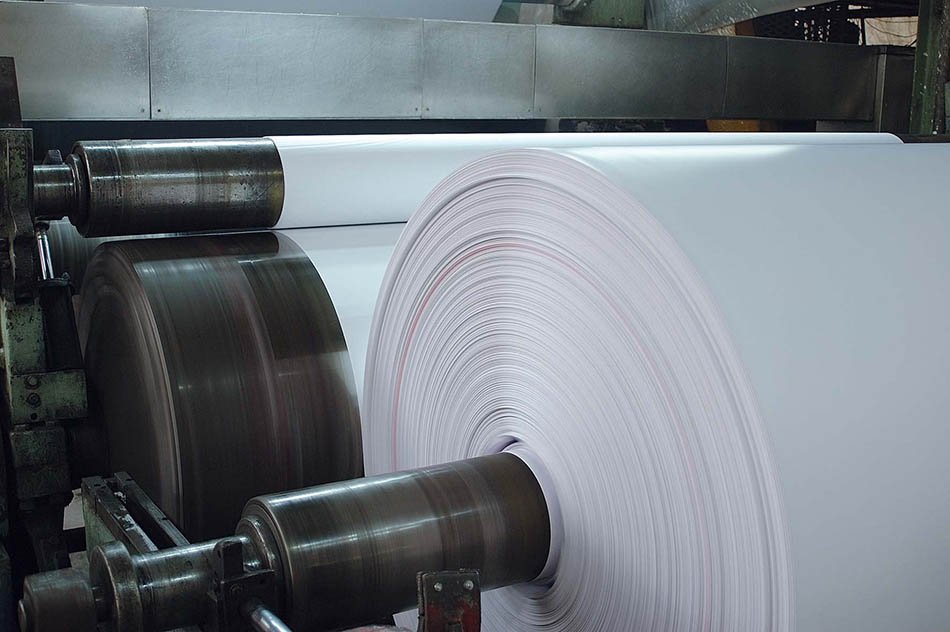
U zavisnosti od potreba i procesa obrade, ove rolne se dalje mogu štampati, spajati sa drugim materijalima, premotavati i rezati na manje rolne. Kao primer možemo uzeti proizvodnju plastičnih kesa, kod koje je tipično da se folija prvo namotava u vidu kalema, zatim se premotava i štampa, da bi se na kraju sekla i varila na odgovarajuću dužinu. Ukoliko je namotavanje korektno, dobiće se rolna kojom je jednostavno manipulisati, smanjiće se zastoji u procesu obrade, što će rezultirati kvalitetnim krajnjim proizvodom.
Zašto je zategnutost materijala toliko važna kod namotavanja
Neadekvatna zategnutost materijala koji se namotava može izazvati mnogo problema, ne samo prilikom namotavanja već i kasnije, kada se tako namotana rolna koristi u daljem procesu obrade. Prevelika zategnutost dovodi do preterane istegnutosti materijala, čime se rolna može deformisati za vreme skladištenja. Dalje, mogući su i izvesni prekidi u namotavanju, kao i međusobno spajanje slojeva koji se namotavaju. Na drugoj strani, ukoliko je pak zategnutost slaba, može doći do preklapanja slojeva, pa čak i do toga da materijal sklizne sa jezgra kalema.
Uglavnom, kod svih materijala koji se namotavaju u vidu rolne ne može se postići identična debljina duž širine materijala. Deblji slojevi formiraće izvesno uzvišenje na kalemu. Ukoliko je namotavanje u tom slučaju i suviše trvdo, doći će do istezanja i deformacije materijala preko ovog uzvišenja. Često se ovo uzvišenje označava kao „grba“ na kalemu i neretko se javlja u procesu namotavanja.

Prilikom spajanja više materijala u jedan kalem, usled iste zategnustosti različitih materijala, može doći do izobličenja i uzrokuje da se materijali naboraju. Takođe, i kod flekso štampanja sa više klišea bitna je zategnutost. Zategnutost kod svake zone štampanja mora biti ista, kako se različiti otisci ne bi preklapali.
Upravljanje obrtnim momentom kao rešenje problema zategnutosti materijala
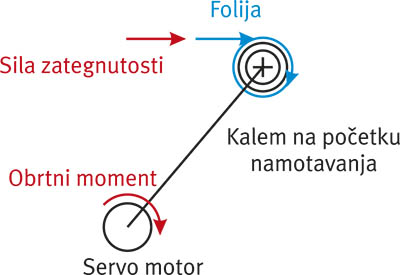
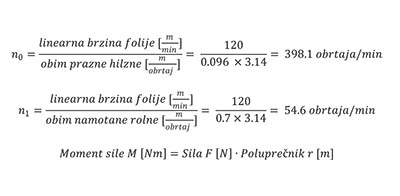
Osnovni problem koji treba rešiti kod premotavanja kalema i sličnih aplikacija jeste kako zadržati konstantnu zategnutost folije od početka do kraja premotavanja. Jasno je da brzina kalema ne može biti ista na njenom početku – kadaje prečnik kalema mali (slika 1), i pred kraj namotavanja – kadaje prečnik znatno veći (slika 2). Zapravo brzina kalema se smanjuje kako prečnik kalema raste, a sve sa ciljem da se zadrži konstanta linearna brzina materijala (izraz 1 i 2). Isto tako, obrtni momenat se proporcionalno povećava povećavanjem prečnika rolne, kako bi se zadržala konstantna zategnutost (izraz 3).
Upravljanje obrtnim momentom se koristi u industrijama proizvodnje i obrade papira, žice, folija. To su razne mašine za namotavanje i premotavanje kalema, premazivanje i ostale specifične aplikacije koje zahtevaju kontrolu obrtnog momenta. Sa stanovišta upravljanja ovim mašinama, cilj je postići konstantnu zategnutost odnosno postići da premaz bude ujednačene debljine. Zbog toga je bitno koristiti motore kod kojih je moguće regulisati obrtni moment.
Kod servo motora u režimu obrtnog momenta mogu se dobiti bolje performanse u pogledu održavanja i preciznosti zadatog obrtnog momenta u poređenju sa sličnim rešenjima. Servo motori znatno pojednostavljuju i olakšavaju postizanje konstantne zategnutosti. Njihova upotreba eliminiše potrebu za postavljanjem detektora zategnutosti i korišćenjem dodatne opreme za upravljanje.

Servo upravljanje
Primetno je da se danas termin servo vrlo često koristi, i to u kombinaciji sa mnogim drugim poznatim terminama, kao što je servo motor. I sam autor ovog teksta usudio se da napravi jednu takvu kovanicu: servo-tork motalica. Da bismo razumeli kako se uopšte došlo do termina servomotor, moramo najpre znati šta se podrazumeva pod servo upravljanjem. Naravno, priču treba početi od samog izraza servo, koji potiče od latinske reči servus, što znači sluga ili sledbenik. Odmah se iz ovoga može naslutiti da je servoupravljanje, sistem koji je u mogućnosti da upravlja određenim promenljivama tako da prati korisnikove definisane ciljeve. Drugim rečima, servo upravljanjepredstavlja sistem u zatvorenoj petlji (slika 3)i, kao takav, daje niz poboljšanja u odnosu na sisteme u otvorenoj petlji, kao što su brži odziv, bolja preciznost, veća torelancija na oscilacije opterećenja, i dr.
U domenu upravljanja pokretima, servo upravljanje se vezuje za aktuator, kako bi se postigli određeni profili pokreta objekta za koji su vezani. Dva osnovna zadatka servo upravljanja su način na koji će pratiti ulaznu komandu (referentni signal) i kako će odreagovati na smetnje koje se mogu javiti. Referentni signal je ulaz u sistem koji služi kao željeni profil pokreta koji treba postići sa zadatim parametrima kao što su: brzina, ubrazanje, pozicija, obrtni moment. Sile koje ometaju pokret su: trenje, prazan hod, magnetna valovitost.
Izlazni signal sistema predstavlja upravljanu promenljivu pokreta, i merenjem preko senzora može dati povratni signal. Ovaj povratni signal se zatim upoređuje sa referentnim signalom, a njihova razlika predstavlja signal greške. Na osnovu greške, kontroler će poslati neophodni upravljački signal do aktuatora, kako bi se objekat sproveo prema željenom profilu pokreta.

Servo motor
Servomotor je rotacioni aktuator koji omogućava preciznu kontrolu ugaone pozicije, brzine i ubrzanja. Aktuator se u domenu upravljanja pokretima odnosi na uređaj koji obezbeđuje pokret. Sastoji se od odgovarajućeg motora spojenog sa senzorom koji vraća informaciju o poziciji. Najčešći tip servo motora koji se koristi u industriji predstavljaju AC sinhroni motori sa rotorom izrađenim od stalnih magneta. Takođe je neophodan i upravljački uređaj (označen kao driver) koji se isključivo koristi u kombinaciji sa servo motorom. Osnovna razlika u poređenju sa koračnim motorima (eng. steppermotor) jeste u tome da servo motori poseduju mnogo manje polova i da su projektovani da rade u zatvorenoj petlji, te zbog toga i svaki servo motor poseduje enkoder kojim se očitava trenutna pozicija motora. Koračnim motorima zbog velikog broja polova nije neophodan enkoder, i oni su predviđeni za rad u otvorenoj petlji pri čemu se kretenje postiže korišćenjem odgovarajućih impulsa.
Tork način upravljanja servo motorima
U zavisnosti od aplikacije, servo drajver se može parametarisati u nekoliko režima rada. Tri najčešća načina upravljanja servo motorima su pozicioni, brzinski i obrtni momenat način upravljanja (eng. torque; u daljem tekstu tork).
Pozicioni način upravljanja se koristi u aplikacijama gde je tačna pozicija servo motora od krucijalnog značaja. Pored eksternog zadavanja komande u vidu ulaznih impulsa u drajver, pozicija se može zadavati i preko interne komande, što predstavlja češći slučaj. Unapred se definiše tačan broj obrtaja motora i brzina kojom će se ta pozicija ostvariti. U zavisnosti od rezolucije enkodera, može se postići bolja preciznost.
Brzinski način upravljanja se najčešće zadaje analognim signalom, kojim se definiše broj obrtaja motora. Aplikacije koje zahtevaju preciznu kontrolu brzine su npr. bušenje, CNC mašine, itd.
Tork način upravljanja definiše obrtni moment i maksimalnu-graničnu brzinu motora. Na slici 5 možete videti dijagram procesa upravljanja servo motorima u tork modu; konkretno- za TED servo drajver.
Ulazni parametri u sistem jesu komanda obrtnog momenta koja se u ovom slučaju zadaje kao analogni signal i unapred definisane granične vrednosti brzine motora. Potrebno je obezbediti eksterni ulazni napon u rasponu od -10 do +10 VDC. Ostali blokovi na slici imaju sledeća značenja:
Cn034 – filter uglađivanja tork komande
Tn103 – odnos analognog signala i tork komande
Tn104 – pomeraj analognog ulaznog napona
Tn102 – linearno vreme ubrzanja/usporenja
Cn004 – smer rotacije motora
Cn010, Cn011 – ograničenje tork komande posebno za svaki smer CCW/CW
Pravilnim parametarisanjem servo drajvera može se postići željeni način rada. Takođe treba napomenuti da se, zbog raznolikosti i specifičnih osobina materijala u praksi, vrlo teško može unapred odrediti željena zategnutost. Ipak, do nje se vrlo lako dolazi eksperimentalnim putem: namotavanjem probnih kalema.
Umesto zaključka: primer servo-tork motalice
Kako bi se što bolje razumela primena servo-tork motalice, razmotrićemo navedni sistem na jednom prostom ali vrlo slikovitom primeru. Zahtev aplikacije se sastoji u premotavanju tankog kanapa sa jedne remenice na drugu, korišćenjem dva motora.
Prvi način premotavanja bi bio korišćenjem motora koji rade u brzinskom modu. U ovom slučaju se ne moraju koristiti servo motori. Sve vreme dok je premotavanje na istoj brzini, i dok je ubrzanje i usporenje identično, neće biti problema, što je vrlo teško postići u realnom okruženju, naročito ako nisu u pitanju servo motori. U slučaju da samo na odmotaču smanjimo brzinu, posledica biće pucanje kanapa, dok će u slučaju ubrzanja doći do razmotavanja kanapa na namotaču.
Drugi način premotavanja bi bio korišćenjem servo-tork motora. Na odmotaču se koristi motor u brzinskom modu, dok je na namotaču servo motor u tork modu. Usporavanjem ili ubrzavanjem motora na odmotaču, neće doći do pucanja ili razmotavanja kanapa. Namotač koji je u tork modu održavaće istu zategnust, tako što će menjati svoju brzinu. Drugim rečima, pratiće prvi motor; svojom brzinom i preciznošću odgovaraće na trenutne zahteve.Za potrebe testiranja i realizacije projekta korišćeni su FATEK PLC-ovi, TED servo motori, MEAN WELL prekidačka napajanja, FINDER releji, AUSPICIOUS prekidači i tasteri. Opremu ustupila firma Fox Electronics, zvanični distributer i uvoznik navede opreme za Srbiju.
Za više informacija o praktičnoj primeni i implementaciji na postojećim i novim mašinama kontaktirajte:
Metalex ATM d.o.o.
Đorđa Andrejevića Kuna 49, 18000 Niš
tel: 018/573-756
mob: 064/0403-145
e-mail: info@automatizacija.rs
www.automatizacija.rs
Više informacija: Fox Electronics d.o.o., XXI divizije 30, 11060 Beograd, tel: 011/2415 393 , fax:011/2419 396, http://www.fox.rs