U prethodnom izdanju časopisa pomenuli smo pojam „realnih“ i „virtualnih“ osa i mogućnost master/slave upravljanja osama koristeći PLCopen Motion funkcijske blokove. Osnovni princip PLCopen Motion-a prikazan u produžetku, zelenom bojom je prikazan softverski, a plavom bojom hardverski deo sistema.
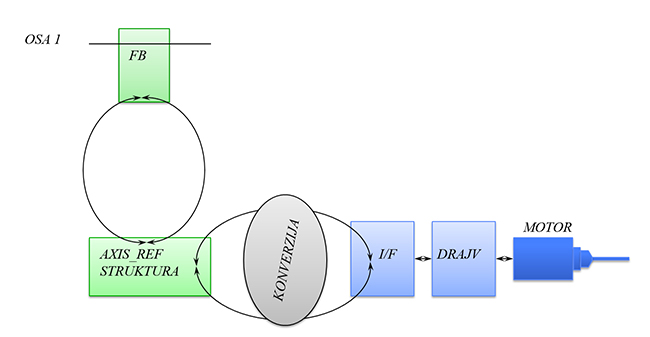
Svaka osa u sistemu predstavljana je kao struktura podataka u memoriji (AXIS_REF). Funkcijski blok, koji predstavlja određenu motion instrukciju, koristeći ove podatke prepoznaje i menja stanje referencirane ose (OSA 1) u skladu sa tipom instrukcije koja se izvršava. Stanje ose konverzijom se preslikava na hardverski deo sistema (drajv i motor) i obrnuto. Na ovaj način, nakon prvobitne konfiguracije sistema, programer više ne mora da razmislja o hardverskom delu sistema. Primenom jedne ili više motion instrukcija nad jednom osom ili grupom osa realizuje se potrebno kretanje mehaničkih delova mašine.

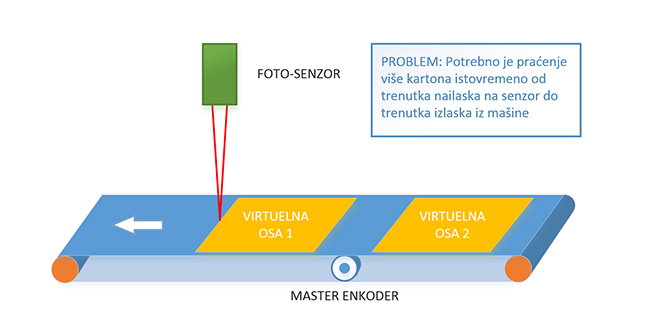
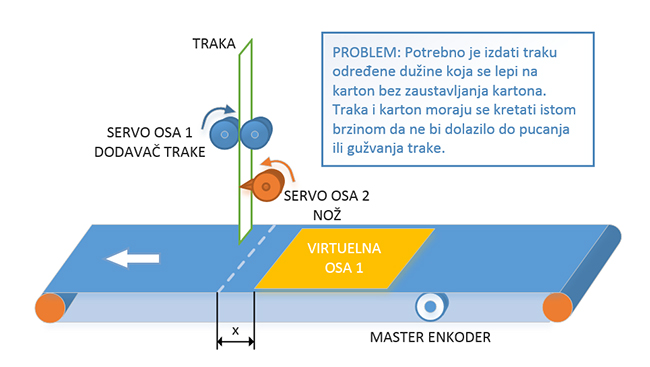
Primenu PLCopen Motion instrukcija u sinhronizaciji osa pokazacemo na primeru mašine za lepljenje trake na kartonske kutije. Pored ostalih pogona ova mašina poseduje jedan master enkoder koji se koristi za praćenje pozicije kartona i dva servo motora od kojih jedan se jedan koristi za dodavanje trake, a drugi je vezan za nož koji odseca traku.
PRIMER 1. Sinhronizacija master i slave osa pomoću MC_GearIn i MC_GearOut instrukcija
Ovaj problem rešava se definisanjem potrebnog broja virtualnih osa i njihovim sprezanjem sa master osom koja je predstavljena master enkoderom. Potreban broj virtualnih osa određen je maksimalnim brojem kartona koji se trenutno mogu naći u procesu obrade.

MC_GearIn instrukcija koristi se za sprezanje slave i master ose u određenom prenosnom odnosu. U našem primeru korišćen je prenosni odnos 1:1. Svaki put kada foto-senzor detektuje novi karton izvršava se MC_GearIn instrukcija te se prva slobodna virtuelna osa vezuje se na master osu. Na taj način pozicija i brzina virtuelne ose predstavlja poziciju i brzinu kartona u mašini. Sve ostale operacije, nanošenje lepka i lepljenje trake na karton, izvršavaju se u skladu sa stanjem ove virtuelne ose i tako za više virtualnih osa istovremeno. Ovim je omogućeno izvršavanje operacija obrade nad više kartona istovremeno.

Kada virtuelna osa dostigne poziciju na kojoj karton izlazi iz mašine izvršava se instrukcija MC_GearOut čime se raskida veza između virtuelne slave ose i master ose čime ta osa postaje slobodna za praćenje nekog drugog kartona u mašini.
PRIMER 2. Sinhronizacija master i slave osa primenom MC_MoveLink instrukcije
U ovom primeru kao master osu koristimo virtuelnu osu čije smo formiranje objasnili u prethodnom primeru. Jedna virtuelna osa predstavlja jedan karton na koji treba da se nalepi traka. Kao slave ose koriste se SERVO 1 i SERVO 2. Kako se karton (virtuelna osa) neprestano kreće, SERVO 1 mora da ubrza do brzine kretanja kartona pre nego što se karton i traka dodirnu. Kada se traka i karton dodirnu brzine kartona i trake moraju biti sinhronizovane sve dok se traka ne odseče okretanjem noža (SERVO 2).

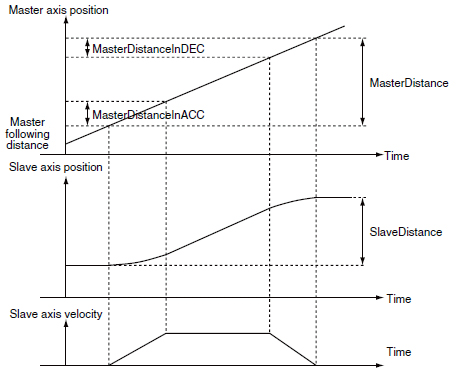
Ova i slične aplikacije jednostavno se rešavaju korišćenjem MC_MoveLink instrukcije koja obezbeđuje sinhronizovano kretanje master i slave ose kao što se vidi na donjem grafiku. Kao parametri ove instrukcije definišu se i dužine puteva koje prelaze master i slave osa u toku ubrzavanja, sinhronizovanog kretanja i usporavanja.
Sa grafika možemo videti da slave osa kreće iz mirovanja, zatim dostiže brzinu koja je jednaka brzini master ose, a nakon toga usporava pri čemu je pređeni put slave ose (SlaveDistance) u našem slučaju jednak dužini trake koju treba nalepiti na karton. Slave osi treba ostaviti i dovoljno vremena da dostigne brzinu master ose pre nego što traka dodirne karton. To se obezbeđuje definisanjem parametra MasterDistanceInACC što u našem primeru predstavlja vrednost „x“.
 Na isti način se korišćenjem druge MC_MoveLink instrukcije realizuje sečenje trake. U ovom slučaju master osa je SERVO 1, a slave osa je osa noža tj. SERVO 2. Instrukcija je parametrirana tako da se sečenje vrši u trenutku kada je su brzine slave i master ose sinhronizovane takođe zbog toga da ne bi dolazilo do gužvanja ili kidanja trake.
Na isti način se korišćenjem druge MC_MoveLink instrukcije realizuje sečenje trake. U ovom slučaju master osa je SERVO 1, a slave osa je osa noža tj. SERVO 2. Instrukcija je parametrirana tako da se sečenje vrši u trenutku kada je su brzine slave i master ose sinhronizovane takođe zbog toga da ne bi dolazilo do gužvanja ili kidanja trake.
Više informacija: Mikro Kontrol, Vase Pelagića 30, 11000 Beograd, SRBIJA, Tel.: +381 11 3699-080, http://www.mikrokontrol.rs