

Sponzorisan sadržaj: Audioms Automatika doo, Ibarskih rudara 3/8, 34000 Kragujevac, SRBIJA, Tel.: 062 88 34 821, Web: www.audiohms.com, E-mail: prodaja@audiohms.com
Proizvodne kompanije u našoj zemlji, ali i u okruženju, koje pripadaju mašinskoj obradi metala, obradi drveta i ostalih materijala, imaju u svojim pogonima značajan udeo opreme starije generacije. Ako bi se fokusirali na CNC mašine, još uvek je zastupljena proizvodna oprema koja datira od osamdesetih godina prošlog veka do početka XXI veka.
Obzirom na intenzivan napredak u razvoju elektronike, pogotovo u oblasti mikrokontrolera i upravljačkih sistema baziranih na njihovoj upotrebi, sistemi upravljanja na pomenutim mašinama su mahom zastareli i ne mogu da odgovore savremenim zahtevima upravljanja. Postavlja se pitanje, da li je nužno ulaziti u nabavku savremenih CNC mašina u cilju praćenja savremenih trendova u ovoj oblasti, ili je moguće izvršiti modernizaciju postojeće proizvodne opreme?
U ovom tekstu će biti razmotrena mogućnost modernizacije postojećih CNC mašina, što u širem kontekstu može da doprinese ostvarivanju više ciljeva. Prvi cilj je korišćenje postojeće proizvodne opreme, za koju obično vlada mišljenje da je gotovo neupotrebljiva sa aspekta savremenih trendova u oblasti proizvodnje (nemogućnost povezivanja sa računarom, manjak memorije, zastareo prikaz i praćenje rada na monitorima starije generacije i sl.). Sa druge strane, mašine starije generacije su, gotovo bez izuzetka, masivne, stabilne, sa izuzetno krutom nosećom konstrukcijom što može da se posmatra kao značajna komparativna prednost. Ugradnjom savremenih upravljačkih komponenti možemo da očekujemo da će pomenute mašine po upotrebljivosti, brzini kretanja, radnim režimima i fleksibilnosti u nekim slučajevima moći da prevaziđu performanse svojevremeno propisane od samog proizvođača.
Drugi cilj je značajnije korišćenje opreme domaćih proizvođača upravljačke elektronike. Time bi bila smanjena zavisnost od stranih dobavljača opreme ili njihovih predstavnika, što može značajno da utiče na rokove isporuke opreme, kao i niže cene modernizacije proizvodne opreme. Oprema domaćih proizvođača podrazumeva uputstva na srpskom jeziku, obezbeđen servis, što može da donese prevagu u donošenju odluke o izboru upravljačke elektronike.
Treći cilj bi bio formiranje stručnih timova koji bi bili obučeni za realizaciju poslova modernizacije proizvodne opreme. Pomenuti cilj ima širi društveni značaj kroz podizanje opšteg znanja iz navedene oblasti, zatim obezbeđivanje dodatnog angažovanja postojećih stručnjaka ali i stvaranje prostora za usavršavanje i zapošljavanje novih stručnjaka.
Upravljači sistemi CNC mašina starije generacije se uglavnom sastoje od sledećih modula (slika 1):
- CNC upravljačke jedinice realizovane sa specijalizovanim računarima starije generacije i ovaj modul upravljačkog sistema je često najkritičniji i ograničavajući za dalje korišćenje celog sistema upravljanja. Pomenuti modul interpretira standardne G i M komande. Na osnovu pozicija po osama koje obično dobija sa mernih letvi, CNC upravljačka jedinica generiše upravljački signal (najčešće u formi analognih signala ±10V) za upravljanje po osama. Postojeća upravljačka jedinica je gotovo uvek predmet zamene tokom postupka modernizacije sistema.
- Servo pojačavača (drajvera) koji upravljaju AC ili DC servo motorima.
- AC ili DC servo motora za pogon po osama.
- Izvora napajanja za AC ili DC servo motore koji se koriste za pogon po osama CNC mašine.
- Motora i sistema za pogon obradne glave.
- Pomoćnih sistema, krajnjih prekidača, sistema za podmazivanje, sistema za hlađenje i dr.
Tokom postupka modernizacije CNC mašina preporuka je da se zadrže postojeći AC ili DC servo motori za pogon po osama, postojeći servo pojačavači i izvor njihovog napajanja, kao i obradni motor i sistem za njegov pogon.
Deo upravljačke elektronike koju nudi Audioms Automatika u cilju modernizacije, ili kako se to još zove „retrofita“ CNC mašina starije generacije, je uokviren isprekidanom linijom na slici 1. Korišćenjem naše upravljačke elektronike izvršena je modernizacija više stotina CNC mašina u Srbiji, a ali i širom sveta.
Slika 2 daje opšti slučaj upravljačkog sistema koji se koristi za upravljanje po jednoj od osa CNC mašine starije generacije. Na servo motor je postavljen tahogenerator koji obezbeđuje povratnu spregu po brzini koja se zatvara u servo pojačavaču (drajveru). Merna letva (ili linearni enkoder) formira povratnu spregu po poziciji, dajući informaciju CNC upravljačkoj jedinici o tačnoj poziciji radnog stola. Moguće su izvesne varijacije upravljačkog sistema sa slike 2, recimo kada je na servo motoru umesto tahogeneratora postavljen inkrementalni enkoder, ne koristi se merna letva i sl.

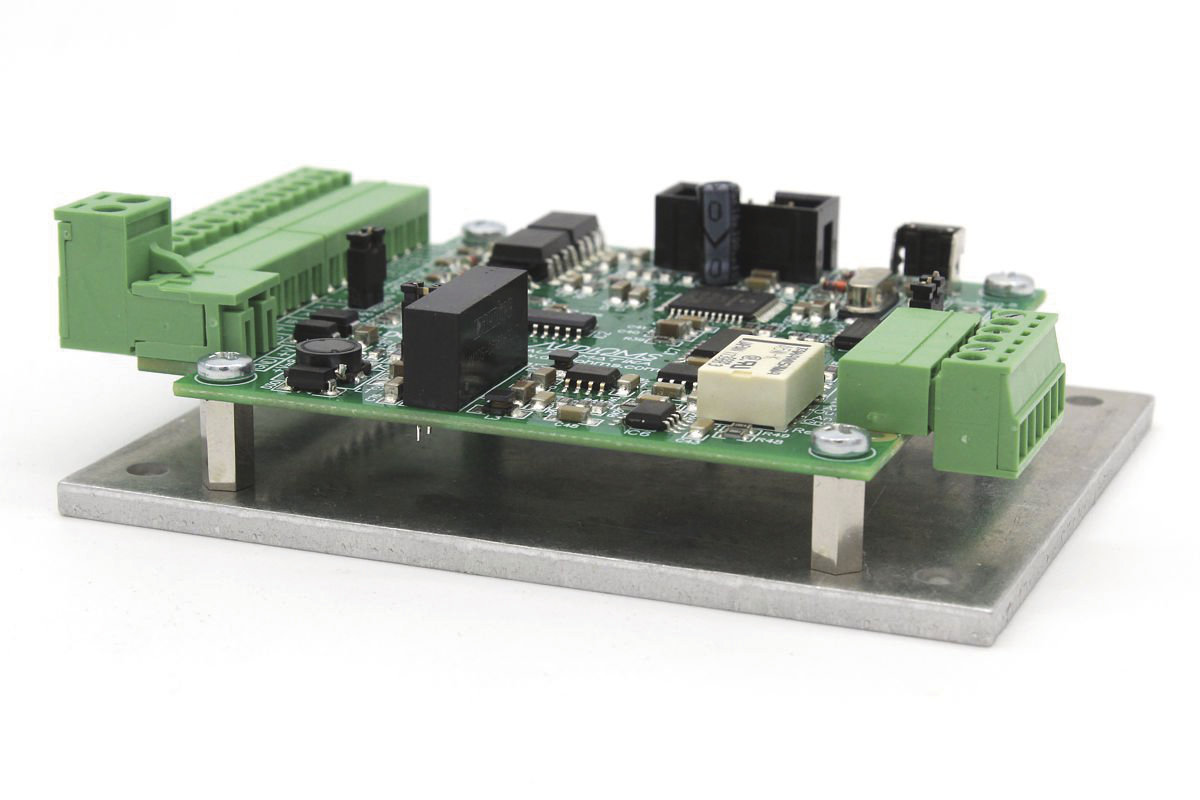
Moguće je više pristupa u modernizaciji CNC mašina starije generacije. Već je navedeno da je CNC upravljačka jedinica sistem koji najčešće otkaže ili zastari, tako da je on najčešće predmet zamene. CNC upravljačke jedinice novije generacije dominantno generišu digitalne signale (Step/Dir, CW/CCW i sl.) za upravljanje servo drajverima. Ukoliko su postojeći servo pojačavači ispravni, poželjno je da se oni zadrže obzirom na njihovu robustnu izvedbu. Za konverziju digitalnog upravljačkog signala sa savremenih CNC upravljačkih jedinica u analogni signal ±10V koji je potreban za servo pojačavače starije generacije, Audioms Automatika doo nudi servo drajver sa analognim izlazom DCS-100-A (slika 3).
Jedan od mogućih pristupa korišćenja servo drajvera sa analognim izlazom DCS-100-A je prikazan na slici 4. Signal sa dodatnog inkrementalnog enkodera, koji je postavljen na navojnom vretenu kako bi se obezbedila povratna sprega po ugaonoj poziciji navojnog vretena, se vodi u servo drajver DCS-100-A.
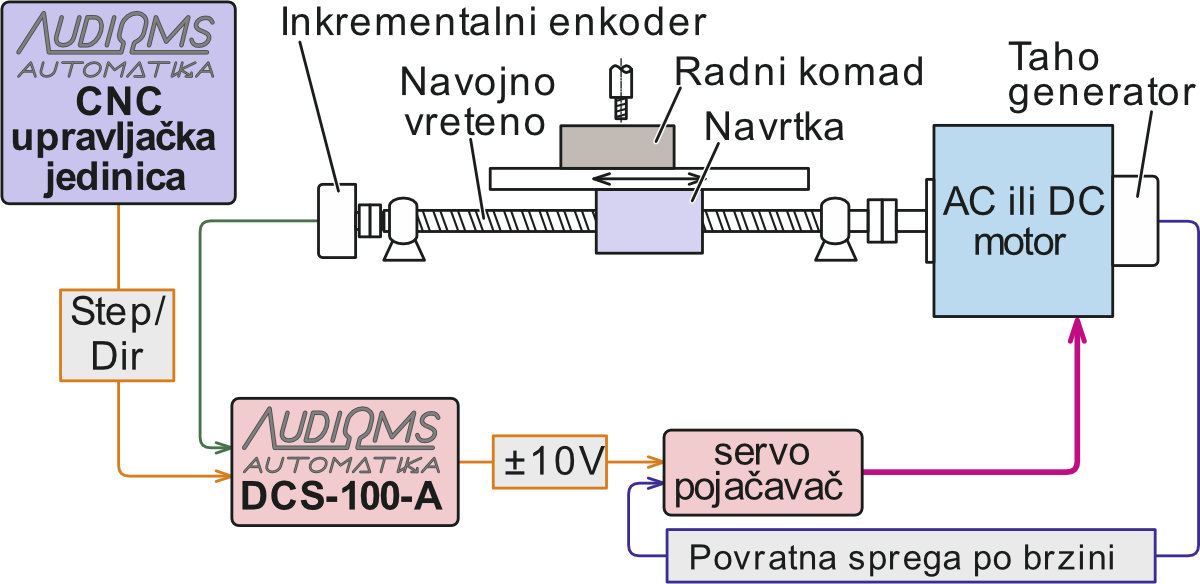
Na osnovu Step/Dir komandi sa CNC upravljačke jedinice i pozicije koju dobija sa inkrementalnog enkodera, a u zavisnosti od podešenih parametara PID regulatora, servo drajver DCS-100-A generiše upravljački analogni signal ±10V koji je neophodan za upravljanje originalnim servo pojačavačem.
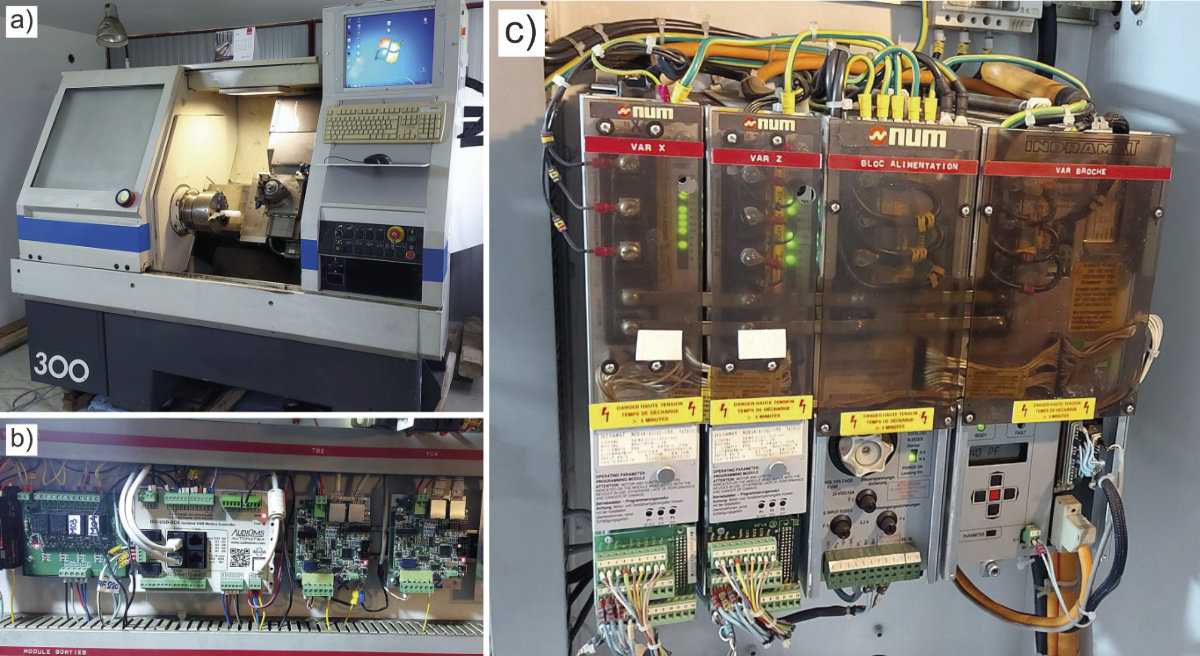
Slika 5 daje primer primene servo drajvera DCS-100-A u modernizaciji upravljanja CNC struga, pri čemu su na strugu zadržani postojeći servo pojačavači, servo motori, kao i originalni izvor napajanja. Pored servo drajvera DCS-100-A, kao nova CNC upravljačka jedinica je upotrebljen Audioms Automatika ISO-USB-BOX kontroler kretanja.
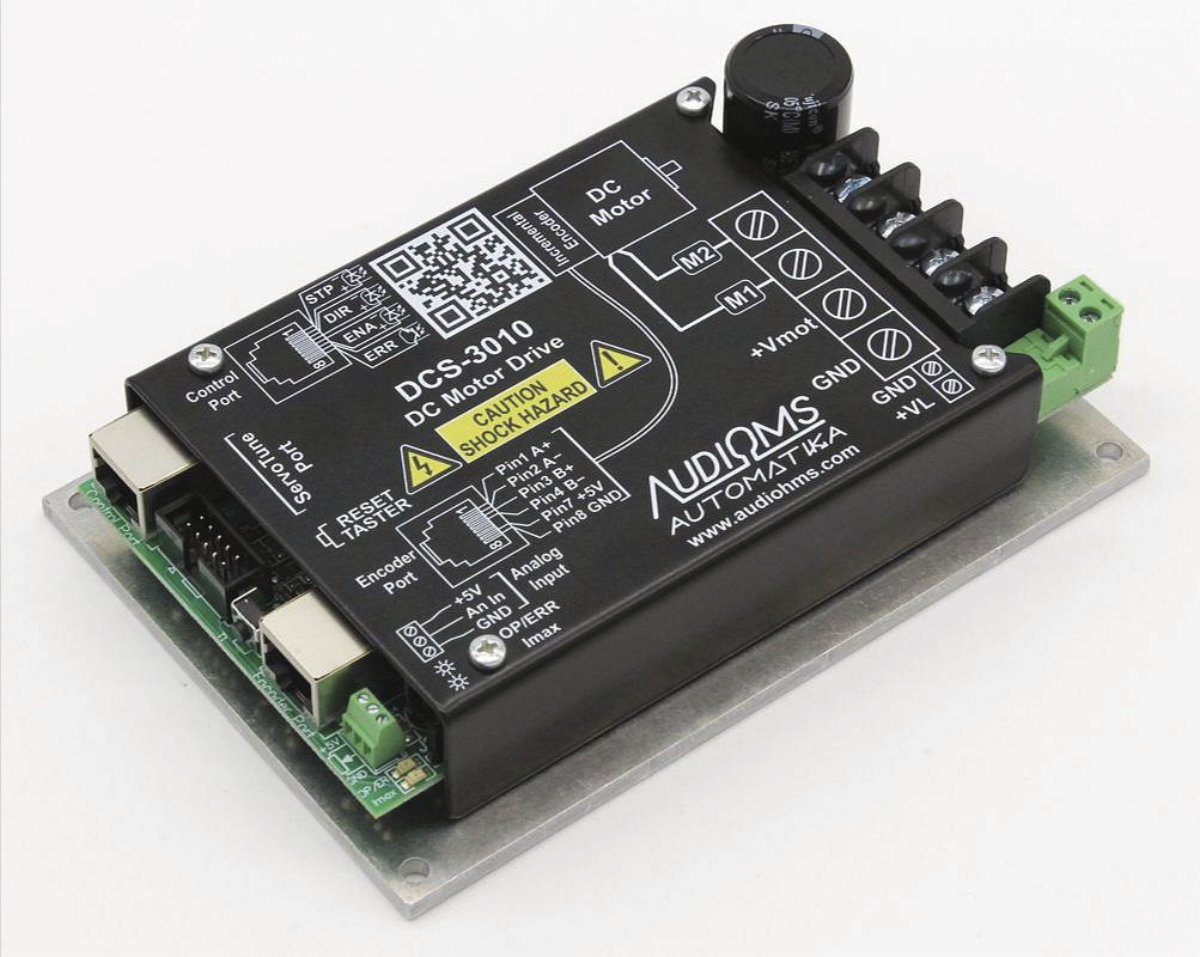
Kada na CNC mašini starije generacije nije moguće iskoristiti originalne servo pojačavače, a ukoliko je postojeći sistem upravljanja realizovan sa servo motorima jednosmerne struje sa stalnim magnetom, tada je za modernizaciju moguće upotrebiti Audioms Automatika DC servo drajver DCS-3010 koji je prikazan na slici 6.
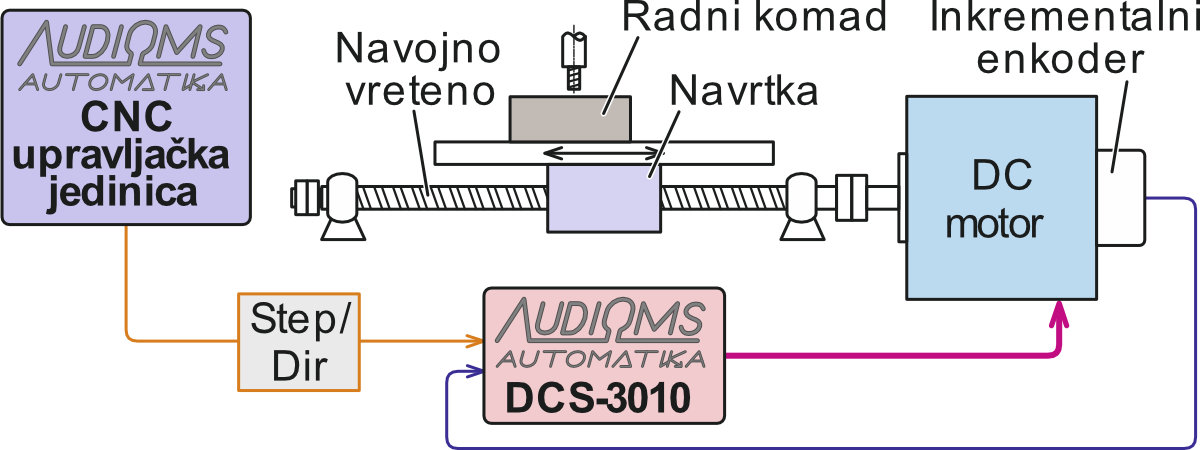
Modernizacija sistema upravljanja na CNC mašini starije generacije pomoću DC servo drajvera DCS-3010 prikazana je blok dijagramom na slici 7. Umesto tahogeneratora koji je inicijalno postavljen na DC motoru, potrebno je postaviti inkrementalni enkoder kako bi DC servo drajver DCS-3010 imao informaciju o ugaonoj poziciji DC motora, odnosno navojnog vretena.
Primer primene DC servo drajvera za modernizaciju CNC glodalice starije generacije dat je na slici 8.
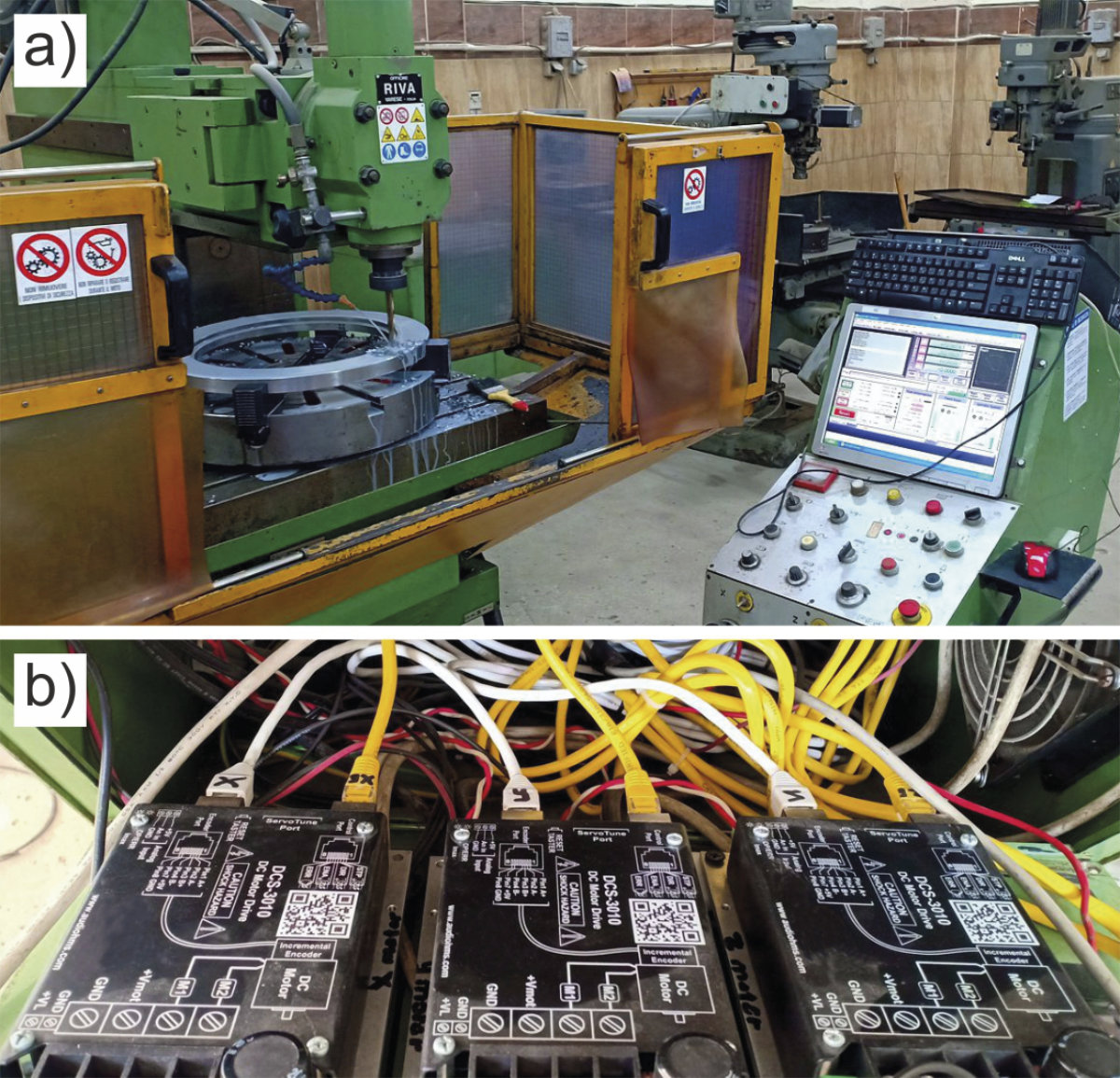
b) ugrađeni DC servo drajveri DCS-3010 photo: Audioms Automatika
Povratnu spregu po pozicije u DC servo drajver DCS-3010 je moguće zatvoriti i preko merne letve, koja bi se koristila umesto inkrementalnog enkodera, ali je u tom slučaju potrebno da u mehaničkom sistemu prenosa od DC servo motora do radnog stola postoje jako mali zazori.
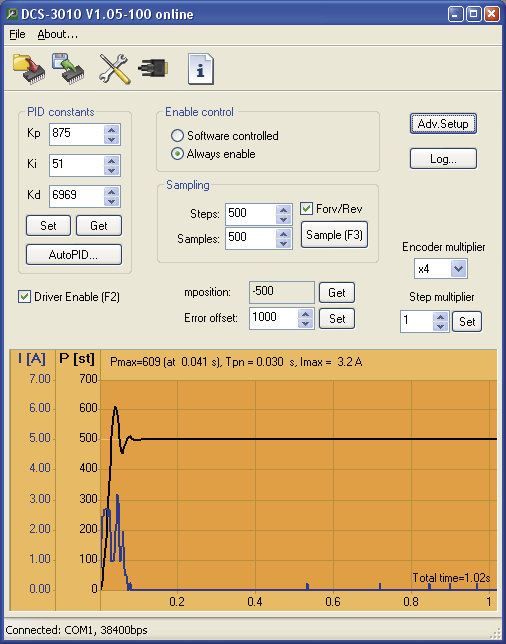
Za podešavanje parametara servo drajvera DCS-100-A i DCS-3010 koristi se besplatni konfiguracioni softver ServoTune3 (slika 9).
Prikazana analiza upravljanja CNC mašina starije generacije, kao i prikazani primeri treba da ukažu na neke od mogućih pristupa modernizacije njihovog sistema upravljanja. Potrebno je da se napomene da su CNC mašine ovog tipa međusobno jako različite. To navodi na zaključak da je potrebno dosta oprezno pristupiti određivanju optimalnog rešenja u cilju modernizacije svake pojedinačne CNC mašine.
Jedan od ciljeva ovog članka je da ohrabri vlasnike CNC mašina starije generacije da svoje mašine gledaju kao resurs na kome će moći i u budućnosti da baziraju svoju proizvodnju. Pri tome će u značajnom meri moći da koriste upravljačku elektroniku domaće proizvodnje.
Više informacija o servo drajverima DCS-100-A i DCS-3010, kao i detaljna uputstva na srpskom jeziku možete da preuzmete na linkovima u ovoj rečenici.
Audioms Automatika doo Tim za podršku
Tekst pripremio: Prof. dr Petar Todorović, Fakultet inženjerskih nauka, Univerzitet u Kragujevcu
Web: www.audiohms.com
E-mail: office@audiohms.com
Razvoj i proizvodnja kontrolera kretanja i drajvera za upravljanje koračnim i DC servo motorima.
Audioms Automatika doo
Ibarskih rudara 3/8
34000 Kragujevac, SRBIJA
Tel.: 062 88 34 821
Web: www.audiohms.com
E-mail: prodaja@audiohms.com


